




一、“关键过程”的定义
引用了QJ2664《关键工序质量控制》中的定义:
关键过程是指在产品生产过程中,对产品质量起决定性作用并需要进行严密控制的工序。
注:GJB1405A《装备质量管理术语》中关键过程等同于关键工序。
二、关键过程控制流程
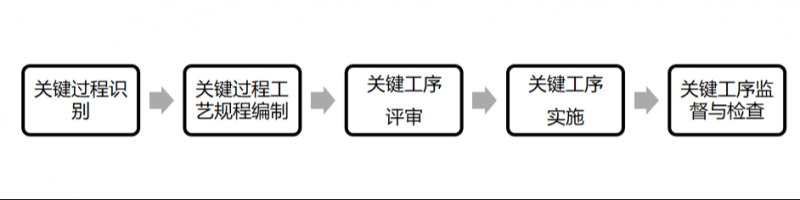
关键过程控制主要流程如下图所示。
三、关键过程识别
1、设计开发部门按GJB190《特性分类》的规定对产品的关键特性、重要特性进行分析,形成《特性分析报告》,识别出关键件(特性)、重要件(特性),形成关键件(特性)、重要件(特性)明细表,并在相应的设计文件上做出标识。
2、工艺技术部门根据以下四项原则确定关键过程(工序):
a)设计文件规定的某些关键特性、重要特性所形成的工序;
b)在产品生产中加工难度大或质量不稳定的工序;
c)生产周期长、原材料稀缺昂贵、出废品后经济损失较大的工序;
d)关键、重要的外购器材及外协件的入厂验收工序。
当前存在的问题:所内的关键工序基本都是设计文件规定的关重特性,而没有再经过深入分析,在对产品关键特性起决定作用的前序过程设置关键工序。如某产品关键特性定为爆破压力值,关键工序设在了爆破试验,但实际上对产品关键特性起决定作用的一定不是其爆破试验这个过程,而可能是前序过程中的原材料、焊接、热处理等。
四、关键工序工艺规程的编制
1、关键工序工艺规程编制,主要要求如下:
(1)关键工序的工艺规程应对关键工序号、操作人员资质、工艺装备、设备做出明确规定,同时对关键工序的操作步骤、内容、方法、原始记录等做出具体规定;
(2)关键工序所控制的产品质量特性有内控标准时,应将其纳入关键工序工艺规程;
(3)每道关键工序均须对应编制“关键工序质量控制卡”和“关键工序检测数据记录表”,明确该关键工序的质量控制要求、方法及数据记录要求,并附在该工序工艺规程中;
2、关键件、重要件和关键工序工艺规程的标识要求:
(1)在关键件或重要件工艺规程的封面右上方醒目标识“关键件”或“重要件”字样;
注意:无论该工艺规程中是否有关键工序,只要涉及到关重件的工艺规程,需要标识;另外标识必须醒目。
(2)在关键工序的工序名称后醒目标识“关键工序”字样,如用加带框的“关键工序”标识;
(3)在关键工序的关键特性和重要特性旁进行特性代号标识;
(4)关键工序的工艺规程、《关键工序质量控制卡》和《关键工序明细表》均应经检验部门会签,会签应对符合质量保证文件要求的正确性和产品质量的可检验性或工艺参数的可检验性负责。
五、关键工序评审
含关键工序的工艺规程应按GJB1269《工艺评审》要求进行工艺评审,评审时应把关键工序的质量控制程序列为重要评审内容。
关键工序的工艺规程的批准由副总工艺师及以上级别人员负责;经评审通过后的关键工序工艺规程应保持稳定,如确实需要更改,按Q/QJA32A《航天产品技术状态控制要求》要求进行,其审批级别应比原签署级别提高一级,直至总工艺师批准。
六、关键工序实施
(1)生产部门、检验部门负责按关键过程质量控制文件对关键工序实施重点质量控制和监督,严格实施关键件、重要件批次管理,并确保关键工序质量信息的可追溯性。
(2)对含关键件或重要件标识的工艺规程,生产部门在开具《生产过程记录卡》时,应在记录卡上醒目标识“关键件”或“重要件”字样;对含关键工序的工艺规程,还应在记录卡相应的工序名旁醒目标识 “关键工序”字样。
(3)关键工序实行“三定”:定工序、定人员、定设备,应编制《关键工序三定表》。人力资源部门负责关键工序操作、检验人员的资质认定、培训考核。生产部门应严格按照《关键工序三定表》规定的人员组织生产,关键工序的操作和检验人员在满足《关键工序三定表》规定的人员要求下,还应相对稳定。
(4)关键工序的首件应严格按GJB467《工序质量控制要求》进行“三检”;执行关键工序时,实施百分之百的检验,并将检验结果实测值记录在《关键工序检测数据记录表》。
(5)关键特性、重要特性超差的产品不允许让步使用。
七、关键工序监督与检查
关键过程监督检查的主要内容有:
(1)检查设计文件上关键件、重要件、关重特性等是否按规定标识;
(2)检查关键工序的工艺规程是否按规定进行标识、会签、审批;
(3)检查关键工序执行设计文件和工艺文件的情况;
(4)检查关键工序三定控制情况及记录填写的正确性、完整性情况,根据检查结果评价关键工序记录可追溯性、关键工序三定执行率。
八、其他
对关键或重要特性应实施百分之百检验,由于产品特点不能实施百分之百检验的,应规定检验或验证方法并征得顾客同意。









