当我们仅仅关注于产品合格率的时候,其实很可能正处在濒临混乱的边缘。这是因为我们对“问题”不知道,即使知道一些问题也不知道如何解决!
企业质量管理中的特点,是对质量问题的忽视和对质量问题的恐慌交替出现,没出大事的时候不怎么关注,一出大问题就慌的不行。
一、从“正确的事”开始
就生产过程而言,“新”定义关注点是在过程预防而不是产品上。如果你的生产过程能力够好那么一切都会正常,但是如果你的生产过程能力不足那么就会有问题了。
过程控制图可以用来判断一个过程是否发挥出了所有的潜力。
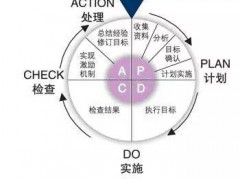
根据4种不同的状况来表述过程:
1. 合格的产品和可预测的过程(没有问题)
这类别中称之为“理想状态”。处于这种状态的过程是可预测的,并且生产出100%合格的产品。当过程处于理想状态时,只要过程保持可预测性,我们就可以期望产品的一致性持续下去。
2. 不合格的产品和可预测的过程(产品问题)
这种状态称为“临界状态”,过程是可预测的,但是仍然有不合格品的产生。过程是可预测的这一事实,给解决产品问题带来了一些麻烦。
首先,过程是可预测的,所以不合格品就会持续存在。
因此,质量不会自发的得到改善。
第二,不合格品问题的最终解决方案是将过程提升到理想状态,要实现这个目的,要么更改流程,要么更改规格,做这个判断关键要看Cp值。
3. 合格的产品和不可预测的过程(过程问题)
这种状态是“濒临混乱”,处在混乱的边缘,不可预测的过程会导致100%的合格随时可能消失。
过程的不可预测性是由于非随机原因造成的,所以摆脱这种状态,唯一的办法就是消除这些非随机原因,通过过程控制图可以识别出这些异常。
4. 不合格的产品和不可预测的过程(双重问题)
当过程不可预测,又在产出不合格品时,就进入了混乱状态。
很多的人这时候会试图,直接解决产品不合格问题,而不是先稳定过程,那么过程中,非随机原因带来的随机变化,会让他的质量改善之路备受挫折。
要使一个过程摆脱混乱状态,取得任何进展的唯一方法是首先消除非随机原因,需要使用过程控制图,使得过程受控可预测,在这个基础上再来减少或消除不合格品。
二、快速反应及质量控制
QRQC是一种管理态度——在现场用以解决所有类型的问题,关注优先问题。
QRQC不是一个工具或体系:它是文化管理态度,它必须在所有领域应用:工艺项目供应商人力资源物流……
QRQC的字面意思为:快速反应及质量控制,但是它实际上包括如下两点:快速反应,以遏制和降低停产损失;彻底解决以绝后患!
QRQC的6个关键点
现地—在问题发生时,问题发生地;现物—什么是真正的缺陷? 把好件与坏件比较;现实—不要想像,没有之乎者也如此等等的废话,用数据说话与标准比对。
快速反应:
立即反应,首先保护顾客;
逻辑思考—问题是什么?
根源是什么?
对策是什么?
如何防止重复发生?
在岗训练—监控, 培训, 支持, 认可。
QRQC的基石:三现
★现地(Gen-ba) 哪里是现地? 事件发生处,事件发生时;
★现物(Gen-butsu) 什么是现物? 用来比对的东西:坏的和好的;
★现实(Gen-jitsu) 什么是现实? 用数据说明事实。
日常的QRQC活动
★谁应该牵头进行 QRQC 过程?
★为了进行QRQC我们需要教练领导者,如何领导变革?
★每天由经理进行在岗训练;为什么?
★从现地学习,祝贺员工,获得动力,提供公平的提升机会。
三、如何进行QRQC
生产线QRQC--谁参加
★操作者与班组长,由主管训练;什么内容?
★所有生产线问题根据反应规则;什么时候?
★每当生产线发生问题时, 根据缺陷停线反应规则, 停线之后;如何操作?
★在生产线用简单的一页纸(生产线QRQC板),由班组长与操作者一道手工填写;
★生产线QRQC用于:-24小时内可以解决的简单问题-确定保护顾客的抑制措施;生产线QRQC板;
生产线QRQC的四个强制原则:
★拒收的缺陷件用容易识别的标签标识缺陷位置;
★生产线依据规则停线(成品报废时必须停线);
★班组长与操作者在快速反应QRQC板上进行分析,由生产经理支持(开始时由生产经理牵头);
★每班有跟踪表,并显示历史数据和逐步改进的目标值,数据均由操作者填写。
生产线QRQC评审提示:
★首先检查绩效:这条线满足目标值了吗?如果没有,生产线是否象期望的那样作出反应?缺陷发生时,支持职能是否及时提供了帮助?
★顾客是否立即得到了系统化的保护?
★是否根据优先顺序对问题进行了评审?
★是否所有班次都对所有开口问题根据要求进行检查并每班进行确认?
★是否所有的报告人都用数据说话并有零件在手,而不是凭空想像?不要进入技术细节的讨论。
★是否首先对标准进行了检查 (标准化操作,首件确认,一岗多能……)?
★操作者是否了解问题所在?他们是否参与了分析?他们是否知道所采取的措施?关注公众号:质量教育学堂。
★措施的最终期限是否很短?承诺是否兑现了?
★问题是否迅速关闭,并引出切实的持续的改善?
★是否有需要上升到生产部级别的问题?
★这条线今天是否改善了什么?
生产部QRQC--谁参加
★所有主管, 工程, 维修, 需要时其他职能。生产部经理主持+ 工厂经理&质量经理
★至少每周参加一次;什么内容
★评审昨天措施的影响,评审生产线中3个最重要的问题,制定措施并指派负责人;什么时候?
★每天,生产经理开始时每天巡视生产线QRQC板至少3次。如何操作?
★用QRQC板;生产部QRQC强制原则
★生产部 QRQC 现场区域应展示与绩效指标的跟踪;
★实物;
★生产经理主持每天的管理会;
★QRQC板/8D方法/跟踪。
工厂QRQC--谁参加
★工厂经理和质量经理主持,所有工厂的管理团队+更高级别的人员(如果正好在现场)什么内容
★评审顾客抱怨–从抑制开始,指派措施负责人或最终期限;什么时候
★每天;如何操作?
★QRQC板,手头要拿着件;工厂QRQC 强制原则
★工厂QRQC区域必须展示指标跟踪
★工厂经理主持每天的管理会
★指派任务/措施负责人/最终期限
★用QRQC板/8D方法评审所有顾客问题。
反馈:
★用双眼和双腿快速看到事实;
★缺陷停线;
★快速反应/ 日常会议/ 逻辑思考;
★三现: 现物/ 现实/ 现地;
★比较好件/ 坏件/ 标准;
★经理的使命: 在岗训练和分配任务;
★目视化展示区;
★根据经验教训,确定预防重发发生所需要采取的措施。
还有在QRQC中对常用的工具的应用做出了独到的发展。
例如对5W2H+IS/ISNOT的正确细致的诠释,如增加了一个where;
对鱼骨图的三层次应用及有依据的头脑风暴等、对5WHY的防止原因遗漏的分析方法、差异性分析与再现性验证的结合等等。