1、质量波动的分类:正常波动、异常波动
正常波动:
造成原因:偶然性原因
特点:因素多,不易识别,大小和作用方向;不固定,对质量特性值波动的影响小
经济性:不合算 解决办法:提高技术水平或科学水平
异常波动:
造成原因--系统原因 特点--存在少,不经常影响,容易识别;对质量影响显着
经济性--合算 解决办法--提高技术水品,加强管理
2、质量数据的分类:计量数据、计数数据
计量数据是一类可连续取值的数据,如长度、强度、硬度、成分含量等
计数数据是一类不能连续取值但可以一一计数的数据,如不合格产品的件数、外包装的缺陷数等。
3、随机抽样的分类:单纯随机抽样法、机械随机抽样法、分层随机抽样法、整群随机抽样法
4、管理常用的统计工具:调查表、分层、排列图、因果图、直方图、控制图、散布图
5、工序能力和工序能力指数:
1)工序能力概念:是指在正常稳定的条件下,均有使生产的产品达到一定质量水平的能力,用符号B表示,常用6σ来描述,及B=6σ
2)工序能力指数概念:公差T与工序能力B之比称为工序能力指数,是指工序能够满足公差(质量标准)要求的程度。(B=6σ,σ为总体偏差,合格率为99.73%)Cp=T/6σ=6S(S为样品)
A、Cp≥1 表明生产能力满足要求。但并非生产能力越大越好,否则生产能力过剩。Cp >1是保证产品质量的前提。Cp=1.33为佳。
B、Cp=1 表明生长能力介于行和不行之间
C、Cp<1 表明生产能力不足,又不合格品产生。
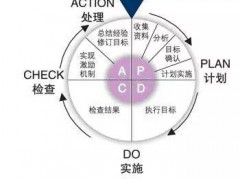
6、质量管理方法:
旧:因果图 、排列图 、调查表 、直方图、控制图 、散布图、分层法
新:亲和图、关联图、系统图、PDPC法、矩阵图、矩阵数据解析法、矢线图
7、控制图原理:假设生产过程没有系统因素的作用,仅有大量偶然因素的作用,测定落在μ轴上下+3σ界限内的可能性是99.73%。只要点子落在上下界限以内,就认为生产是正常的。用于判断产品生产状态是否正常、稳定。
8、质量诊断分类:产品质量诊断 、工序质量诊断 、质量体系诊断