




【关键词】: 氧 TPO 激沫 抽真空 密封
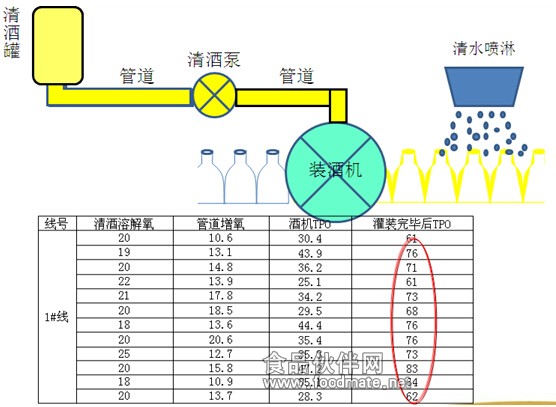
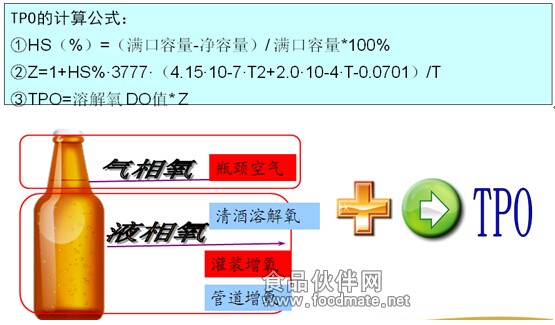
氧对于啤酒生产过程有着很重要的影响,在酵母的扩培和增值阶段需要大量纯净的氧,对于进入发酵罐的麦芽汁,要求溶解氧含量达到9—11mg/L,此时酵母进入快速的增值阶段,也是氧大量消耗掉的阶段,这个过程氧是必须和有益的。待糖度下降到一定数值时(各工厂对于口味和指标有差异),进入酵母进入厌氧发酵阶段。产生酒精和二氧化碳。达到周期以后,此时酒中的氧含量是极微量接近于无氧状态,此时如果在清酒和成品酒阶段有氧的进入,会造成啤酒的老化,在指标和口感上产生不愉快的味道。包装的灌装过程有氧不可避免的进入,包装的TPO,就是控制瓶装酒内部总氧,对于酒的新鲜度有着非常重要的意义。
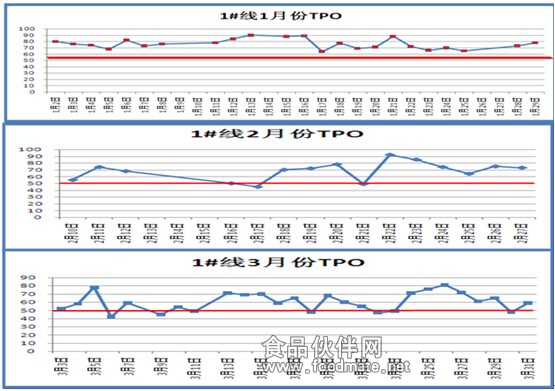
工厂订立的TPO需小于50PPb的标准,刚开始阶段,我们距离这个要求还是有很大差距的。
序号 | 要因 | 对策制定 | 预期效果 |
1 | 抽真空效果达不到 | 延长抽真空时间 | 减少瓶内空气 |
增加预充气阀 | 在抽真空之前,用二氧化碳吹扫出一部分瓶内空气 | ||
2 | 激沫效果不好 | 调整激沫高度 | 细腻的激沫刚好溢出瓶口 |
规范设定激沫压力 | |||
把激沫温度设定在80-85℃之间 | |||
3 | 液位的一致性保持 | 定期更换瓶口垫,分流伞 | 密封无损坏泄漏 |
充气阀杆和泄压阀杆的密封件 | |||
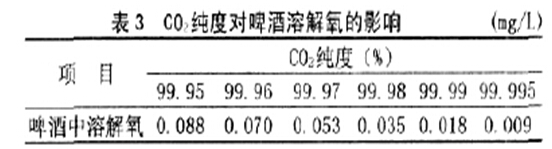
4 | 二氧化碳纯度达不到标准 | 排查二氧化碳低空管路 | 管路无泄漏 |
增加酒机背压用二氧化碳纯度检验计划,生产时每周每条线抽检两次。 | 第一阶段:二氧化碳纯度达到99.990%以上 | ||
5 | 清酒溶解氧高 | 酿造部成立QC小组公关。 | 清酒溶解氧降至≤20PPb |
1、 对酒机的抽真空和背压阀位进行调整
项目 | 一次抽真空阀位数 | 一次备压 阀位数 | 二次抽真空 阀位数 | 增加 阀位数 | 抽真空 时间S |
1#改造前 | 8 | 2 | 8 | / | 1.8 |
1#改造后 | 8 | 4 | 11 | 5 | 2.3 |
2、 降低激泡头与瓶口的距离,增大酒液的做功范围,使CO2析出的速度加快,能瞬间以细腻泡沫形式溢出到瓶口。将喷头距瓶口位置由15mm,调整为8mm.
3、 用测试瓶对每个灌装阀的气密性进行检查,经检测发现部分灌装阀真空度达不到要求,将对应酒阀U型密封圈及抽真空阀杆弹簧更换。
4、 定期对包装酒机前二氧化碳低空管道,用肥皂水喷涂排查,对发现的泄露点用生料带重新密封或者氩氟焊焊接

降低啤酒的TPO,能更加长久地保持啤酒良好的口感和新鲜度能给消费者提供清凉爽口的饮品。
所有权属于作者本人,未经过作者本人同意,严禁转载!









